Welding is one of the most technically demanding fabrication tasks in shipbuilding. Structural steel plates, often 15 mm up to 30 mm or more in thickness, must be joined to precise standards to meet safety and performance requirements. The combination of heavy section thickness, complex geometries, and stringent shipbuilding standards exposes welders and welding systems to significant challenges, especially in terms of penetration, heat input control, and structural integrity.
This blog reviews the core engineering challenges of welding thick steel in shipyards, explains why traditional methods like Submerged Arc Welding (SAW) remain prevalent, and discusses how hybrid welding – exemplified by the SuperMIG® system combining plasma and MIG arcs in one process (torch) – addresses these challenges effectively.
1. Thick Steel Welding Challenges in Shipbuilding
1.1 Multi-Pass Welding and Heat Input
Ship structures require deep penetration and consistent fusion across large thicknesses. Conventional processes such as GMAW/MIG and SAW often necessitate multiple passes to build a solid joint. Each additional pass increases the cumulative heat input, contributing to:
- Distortion and warping in assembled blocks
- Residual stresses that can cause cracking
- Metallurgical changes in the heat-affected zone (HAZ)
A key metallurgical study on shipbuilding steels shows that increased heat input leads to significant grain growth near the fusion boundary and formation of hard martensitic constituents, which may detract from toughness in the HAZ unless controlled. In some cases, it is recommended limiting heat input to avoid excessive HAZ widening and unfavorable microstructures.
Increasing thickness further slows cooling rates and supports coarse grain growth, which raises hardness but can degrade impact energy near the fusion line which is a major consideration in maritime structural performance.
1.2 Mechanical Properties and Welding Method Comparisons
Research on 3701 shipbuilding steel – a widely used structural grade – compared SAW and GMAW welding methods, finding that both methods produced weld zones with higher mechanical properties than the base material. However, SAW generally yielded relatively higher hardness and strength values in the weld zone than GMAW.
Another comparative study of AH32 high-strength shipbuilding steel welded with SMAW, GMAW, and SAW shows that SAW produced the highest bending force, hardness, strength, and impact toughness among the methods tested. These results underscore why SAW remains a benchmark for thick plate ship structural welding despite its limitations.
1.3 Robotic Welding Trends and Shipbuilding Production
Robotic welding is increasingly investigated as a means to improve productivity and repeatability in shipyards. A systematic literature review of robotic welding in marine structures finds that:
- Gas Metal Arc Welding (GMAW) is the most commonly applied arc process in robotic systems for marine applications.
- The research landscape also includes wire arc additive manufacturing (WAAM), laser welding, and various hybrid and automated processes.
Despite these developments, shipbuilding faces practical challenges in robotic deployment due to the irregular geometry of large blocks and the requirement for accurate seam tracking in unstructured environments.
2. Traditional Approach: Submerged Arc Welding (SAW)
SAW remains a dominant method for thick steel welding in shipyards because the arc and weld pool are completely covered by flux, which:
- Improves protection from atmospheric contamination
- Stabilizes the arc, enabling deep penetration
- Supports high deposition rates with reduced spatter
SAW’s high deposition rates and robust penetration profiles make it attractive for welding large plates. Despite these strengths, SAW comes with limitations:
- Most effective in flat or horizontal positions, less so in vertical or out-of-position welds
- Requires careful edge preparation to optimize joint fit
- Generates high cumulative heat input in multi-pass welds, contributing to HAZ growth and distortion
Heavy heat input from multiple passes is a central challenge because large weldments accumulate heat rapidly, which can reduce mechanical toughness and reshape the microstructure of lower alloy ship steels into less favorable configurations if not controlled.
3. Hybrid Welding: Plasma + MIG for Shipyard Fabrication
Plasma-MIG hybrid welding couples a constricted high-energy plasma arc with a MIG arc and filler wire feed. The plasma arc concentrates energy to achieve deeper penetration with lower overall heat, while the MIG arc maintains filler deposition.
Key benefits of hybrid plasma/MIG welding over conventional MIG or multi-pass SAW include:
- Deeper penetration per pass, reducing the necessity for many passes
- Lower overall heat input per unit length, shrinking the HAZ and limiting distortion
- Greater weld consistency and bead geometry control
Studies on hybrid laser/arc processes (e.g., combining laser and SAW) show similar motivations: deeper penetration with lower distortion and improved efficiency, highlighting that hybrid approaches can outperform conventional single arc processes in thick section welding.
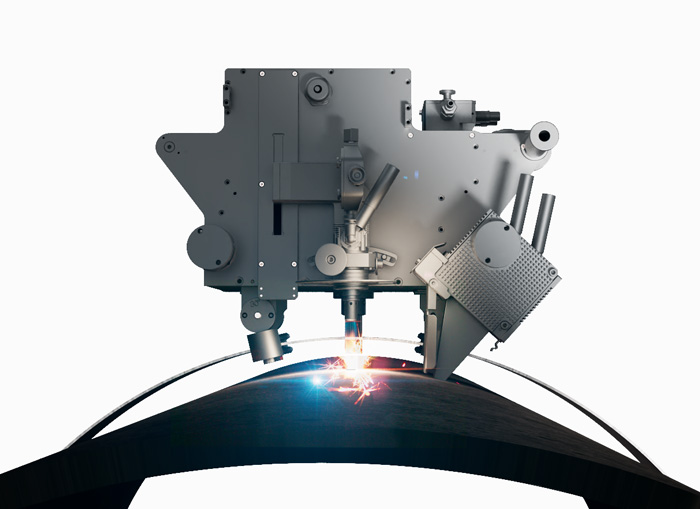
4. SuperMIG®: Technical Integration for Shipyard Welding
SuperMIG® is a hybrid welding system engineered to integrate a plasma arc plus a MIG arc in one torch and control module. It is designed to overcome limitations inherent in traditional welding methods in thick steel fabrication:
4.1 Arc Dynamics and Thermal Efficiency
SuperMIG®‘s twin-arc configuration delivers a highly concentrated heat source from the plasma component that penetrates deeply, while the MIG arc deposits filler metal with minimal spatter. This effectively:
- Reduces the heat input per unit length
- Improves penetration efficiency
- Lowers residual stresses and decreases the width of the HAZ
The result is a more controlled and efficient weld profile, particularly advantageous in long weld seams typical of ship hull longitudinal joints and block assemblies.
4.2 Robotics and Programmatic Control
Shipbuilding robot integration – including robot programming and seam tracking – is a focus of academic investigation. One procedural review highlights that shipyard welding robots must be programmed to address:
- Frequent one-off production runs
- Irregular joint geometries
- The need for sensor-based feedback to account for as-built discrepancies between parts
Traditional programming methods (manual teach pendant or CAD-based) can result in inflexible robotic paths if not combined with adaptive control. Seam tracking and real-time positional feedback are therefore critical for repeatable weld quality in large structures.
SuperMIG®‘s design facilitates integration with a variety of industrial robots and power sources, enabling:
- Adaptive seam tracking to compensate for fit-up variation
- Highly repeatable weld path control
- Consistent thermal input across long weld runs
5. Practical Engineering Benefits and Competitive Edge
From an engineering perspective, employing a hybrid system like SuperMIG® in shipbuilding offers measurable advantages:
- Boost throughput by reducing the number of passes needed for thick joint fill-up
- Improve heat control, minimizing distortion and residual stress build-up
- Enable repeatability via automated motion systems and integrated tracking
- Deliver consistent, high-quality welds, reducing the time spent on rework and inspection
These outcomes align with research trends demonstrating the value of robotic welding integration combined with heat-efficient processes in marine structure fabrication.
Conclusion
Welding thick steel in shipyards demands technologies that balance deep penetration, controlled heat input, and consistent quality across long, complex welds. While Submerged Arc Welding (SAW) remains a foundational method, hybrid approaches – particularly those combining plasma and MIG arcs – offer significant improvements in productivity and thermal control.
SuperMIG® exemplifies a modern hybrid welding solution tailored to shipyard demands by delivering deeper penetration per pass, lower cumulative heat, and seamless integration with robotic welding systems. When combined with seam tracking and adaptive controls, these capabilities address the core technical challenges of heavy section shipbuilding welds while providing a measurable competitive edge in manufacturing throughput and structural integrity.